Установку фрезерных станков на обычные фундаменты необходимо производить после затвердевания бетона. Перед установкой станка фундамент должен быть размечен по габаритным размерам станка в плане.
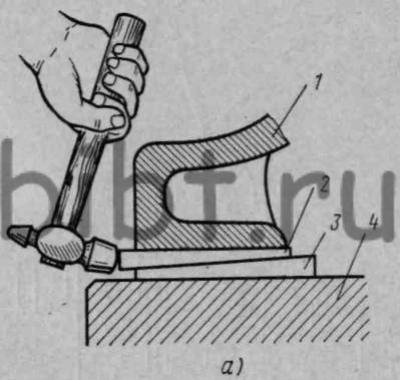
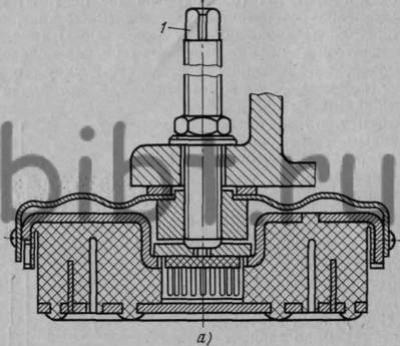
Из-за недостаточной плоскостности фундамента следует использовать металлические прокладки толщиной 3—10 мм или стальные клинья с уклоном 4—5° (рис. 65, а), количество и расположение которых указывается в чертеже. Обычно клинья рекомендуется устанавливать по периметру станины через 500—700 мм друг от друга.
Проверку горизонтальности станка в продольной и поперечной плоскостях выполняют по устанавливаемым в нескольких местах уровням и подбивкой клиньев добиваются, чтобы точность установки соответствовала нормируемой, т. е. 0,04 мм на 1000 мм длины станины.
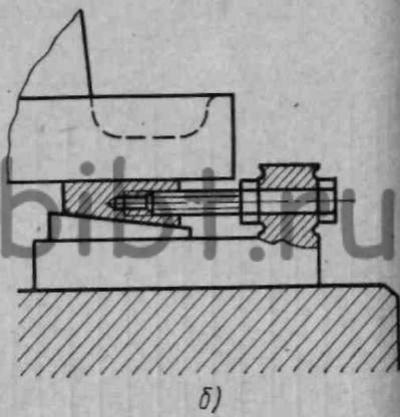
Рис. 65. Регулировка положения станка на фундаменте:
Тяжелые фрезерные станки монтируют на башмаках (рис. 65, б), представляющих собой регулируемые винтом двойные клинья.
После окончательной выверки станков затягивают болты или под опорную поверхность станины заливают цементный раствор.
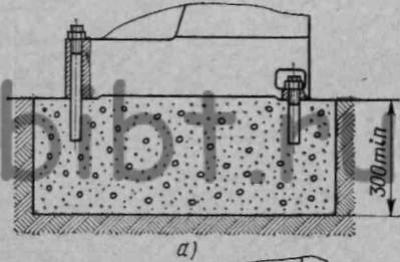
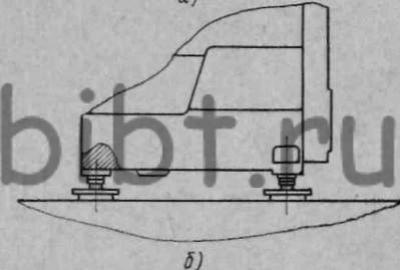
Фрезерные станки с ЧПУ, в том числе и фрезерно-сверлильно-расточные станки с ЧПУ и автоматической сменой инструментов (обрабатывающие центры), устанавливают на фундаменты с закреплением анкерными болтами или на виброопоры (легкие станки) (рис. 66).
Рис. 66. Установка фрезерного станка на фундаменте:
а — с креплением фундаментными болтами, б — на виброопоры
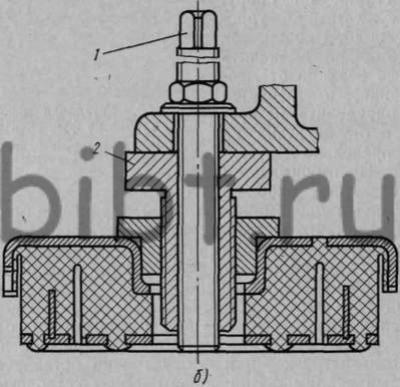
Рис. 67. Резинометаллические виброопоры:
а — равночастотная, б — упруго-жесткая; 1 — упорный винт, 2 — резьбовая регулировочная втулка
В настоящее время известно большое количество виброопор, различающихся материалом упругого элемента (резиновые, резинометаллические, металлические с пружинами из фетра, пробки и т. п.) и конструктивным решением. Среди резинометаллических опор наиболее распространенными являются равночастотные опоры ЭВ-31 и ОВ-33 (рис. 67, а).
Для равночастотных опор жесткость примерно пропорциональна нагрузке, и поэтому частота собственных колебаний станка мало зависит от нагрузки на опору. Это существенно упрощает подбор опор, так как не нужно вычислять опорные реакции от массы станка, а требуется лишь определить, не превышает ли нагрузка на опору предельно допустимую. Преимуществами равночастотных опор по сравнению с опорами с линейной характеристикой является и то, что изменение массы детали или перемещение тяжелых узлов станка не вызывает перегрузки опор. Поэтому один типоразмер может использоваться для установки разных машин.
Для изменения жесткости опоры в различных направлениях, а это особенно важно для станков с тяжелыми реверсируемыми узлами или работающих с ударными нагрузками, в опору можно вставлять специальный вкладыш. Виброопоры имеют устройство для выверки станка по уровню; для различных опор величина регулировки по высоте колеблется от 8 до 15 мм. Специальная конструкция нижнего основания опор обеспечивает хорошее сцепление с поверхностью пола. Срок службы виброопор составляет не менее 10 лет.
Точность установки станка на резинометаллических опорах из-за ползучести резины с течением времени теряется. Для уменьшения потери точности на опорах следует закреплять контргайки, а через три-четыре дня после установки повторно выверять станки по уровню. Выверка станка производится при среднем положении подвижных узлов.
Станок, установленный на упругих опорах, может наклоняться при перемещении подвижных узлов. Поэтому при проверке установки станка на его соответствие нормам точности необходимо использовать два уровня — один устанавливать на недеформируемую часть станины для регистрации общего наклона станка на опорах, другой —на неподвижном узле станка. Выверка производится по разности показаний этих уровней.
При значительных углах наклона целесообразно применять упруго-жесткие опоры (рис. 67,б), позволяющие без изменения базирования станка быстро переходить от упругой установки к жесткой.
Это достигается вращением винта 1 до упора его в основание; регулировка по высоте выполняется вращением резьбовой втулки 2.
Источник
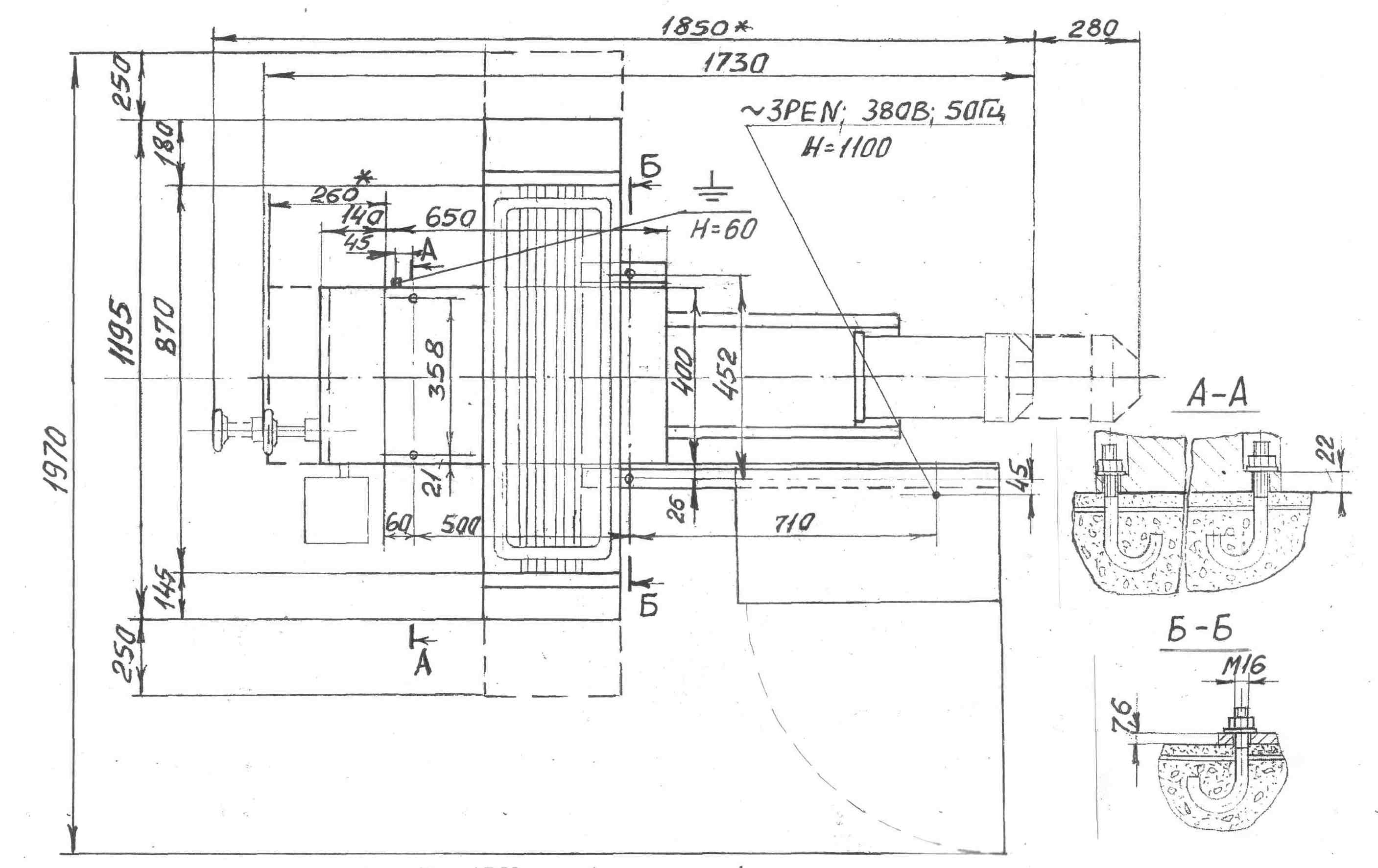
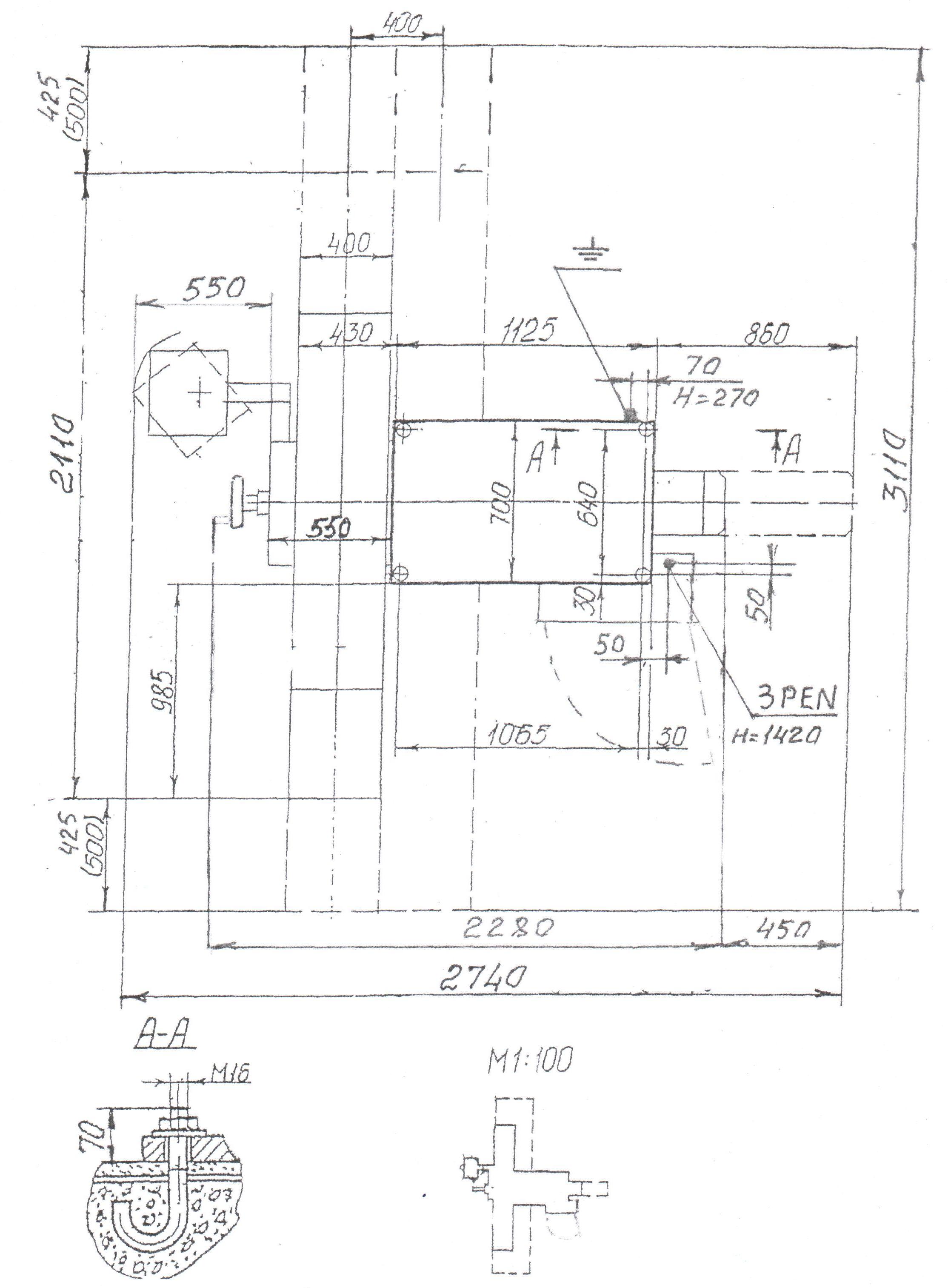
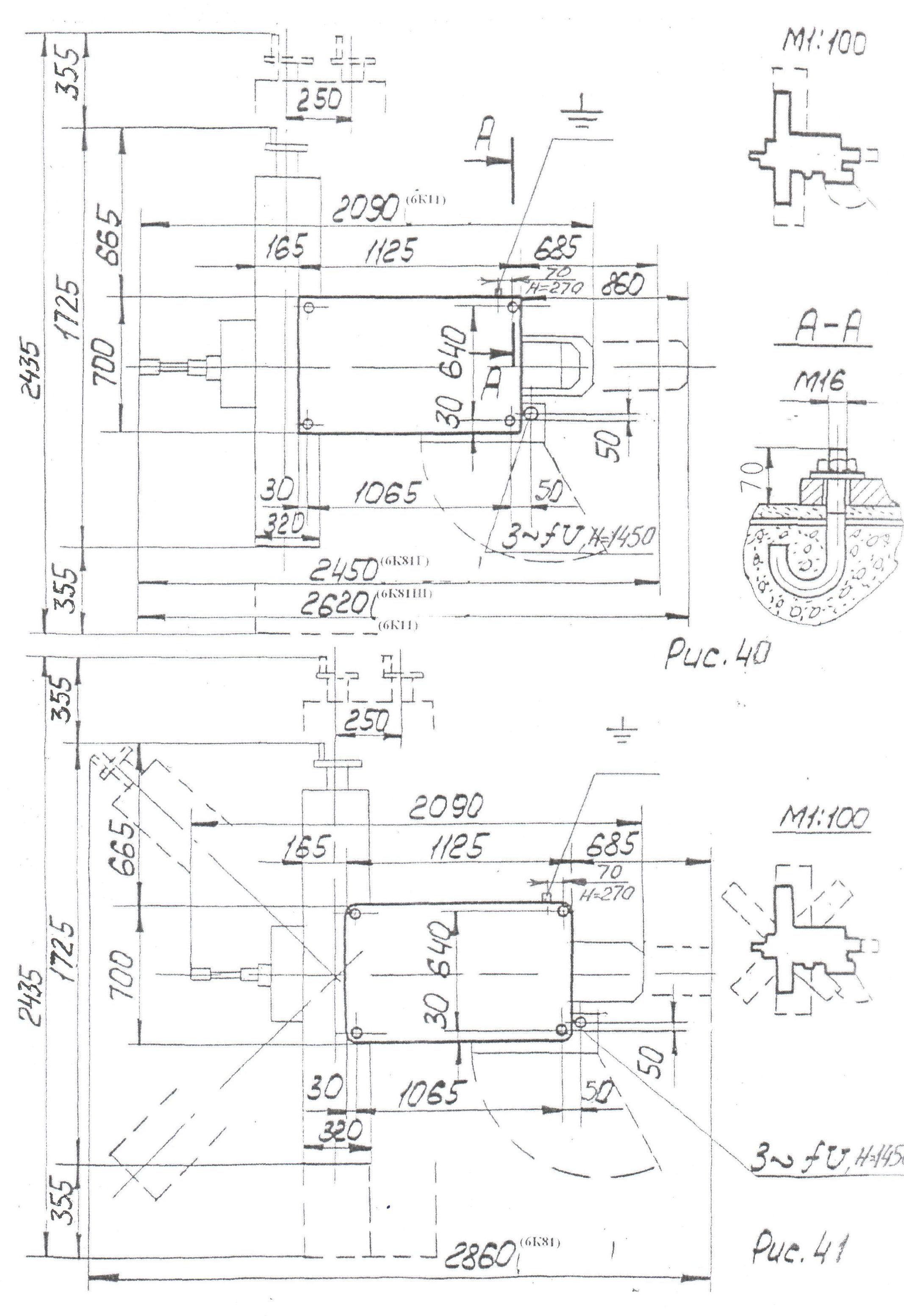
Планы фундаментов фрезерных станков производства ДЗФС
Модель фрезерного станка
План фундамента (Нажмите на изображение для увеличения)
Широкоуниверсальный фрезерный станок с поворотной головкой 6ДМ80Ш
Широкоуниверсальные консольно-фрезерные станки 6ДМ82Ш и 6ДМ83Ш
Вертикальные консольно-фрезерные станки 6ДМ12 и 6ДМ13
Горизонтальные консольно-фрезерные станки 6ДМ82Г и 6ДМ83Г
В зависимости от сложности конструкции фундаменты под станки делятся на две группы: к первой относятся фундаменты, которые служат только основанием для станка, ко второй — фундаменты, которые придают станине дополнительную устойчивость и жесткость, которая осуществляется путем жесткой связи фундамента со станком при помощи фундаментных болтов. Для устранения вибраций, передаваемых станкам от грунта, в конструкциях фундаментов должны быть промежуточные эластичные и упругие элементы.
В зависимости от конструкции станков, требующих определенного увеличения жесткости и массы станины, станки могут устанавливаться на жестком слое пола (бетонная подготовка) или на отдельно стоящих фундаментах. Станки весом до 8 т, кроме долбежных, поперечно-строгальных и станков, чувствительных к вибрациям основания (например, координатно-расточпые станки), разрешается устанавливать на бетонном слое пола цеха толщиной 15-20 см.
Под легкие фрезерные, зуборезные и сверлильные станки весом до 4 т высота бетонного фундамента принимается равной 25 см. Фундаменты должны быть сплошными под всей площадью подошвы станины. Под вспомогательные приспособления станка, не связанные непосредственно с его конструкцией, фундаменты могут выполняться раздельными, не связанными с фундаментом станка, например фундаменты под опоры для поддержки прутков в револьверных станках и для поддержки металла в калибровочных и протяжных станках. При длинных станинах прикрепляется к фундаменту неподвижно один конец или середина станины (подливка цементным раствором и крепление), а остальная часть устанавливается на регулируемых башмаках. Для крупных станков с длинными станинами необходимо устраивать отдельные прочные и жесткие фундаменты, компенсирующие недостаточную жесткость станины.
Для сооружения фундаментов под станки применяются бетон, бутобетон и кирпич. Бетон должен быть не ниже марки 75. Бутобетон для фундаментов изготовляется из бутового камня не ниже марки 200 на бетоне марки 75. Для армированных фундаментов применяется бетон не ниже марки 100. Кирпичные фундаменты применяются для легких станков весом до 4 т.
Кирпичная кладка разрешается только для фундаментов, находящихся выше уровня грунтовых вод. Высота кирпичных фундаментов должна быть не менее 0,5 м. Силикатный кирпич нельзя применять для кладки фундаментов.
При проектировании станочных фундаментов решающее значение имеют конструктивные соображения, руководствуясь которыми и намечают необходимые размеры фундамента, а затем проверкой убеждаются в правильности их выбора. Существуют эмпирические зависимости между весом станка и весом фундамента.
Высота фундамента Н (в м) для металлорежущих станков и глубина его залегания определяется на основании веса фундамента, площади в плане, а также удельного веса материала фундамента по формуле или принимается с учетом длины фундаментных болтов.
Расстояние от нижних концов фундаментных болтов до подошвы фундамента пли верха проема в фундаменте должно быть не менее 15 см. Глубина залегания фундамента под оборудование, устанавливаемое на открытом воздухе или в неотапливаемых помещениях, должна быть не менее глубины промерзания грунта.
При наличии вблизи фундаментов машин, работающих с толчками (ударами), фундамент следует окружать изолирующим слоем шлака толщиной 150-160 мм для гашения вибраций грунта. Фундаментные (анкерные) болты, крепящие станки к фундаменту, закладываются в специально оставляемые в фундаменте колодцы, которые имеют преимущественно прямоугольную форму. Глубина фундаментных колодцев под болты зависит от длины болта. Необходимо, чтобы расстояние от грани колодцев для анкерных болтов до грани фундамента было не менее 12 см. Отметка основания фундамента назначается на 10-15 см ниже болтов дна шахты, выемки или канала. Для устройства фундаментных колодцев при изготовлении фундамента в него закладываются деревянные пробки, имеющие форму колодца. Иногда (при круглой форме колодца) в качестве пробки служит тонкостенная металлическая труба, оставляемая в массиве фундамента и после его бетонирования.
При хорошем плотном грунте (за исключением скального) высота фундамента должна быть не менее 1,5 м. При наличии слабых прослоек грунта (торф, плывун и др.) необходимо увеличить высоту фундамента и принять меры для упрочнения грунта. Фундамент рекомендуется изготовлять из железобетона.
При перемещении стола с изделием прогиб фундамента в вертикальных продольной и поперечной плоскостях должен быть не более 0,01 мм на длине 1000 мм. Для защиты фундамента от воздействия на него масла, эмульсии и пр. на его поверхность наносится маслостойкое покрытие Фундаменты под молоты.
Зная массу и площадь основания фундамента, можно определить его высоту, а также глубину заложения, которая зависит от расстояния зеркала нижнего бойка от уровня пола и толщины дубовой прокладки между шаботом и фундаментом. Прокладка состоит из нескольких рядов дубовых брусьев квадратного сечения, стянутых болтами. Удельное давление на прокладку от веса молота и шабота не должно превышать 5 кгс/см 2 . При определении площади прокладок удельное давление принимается 3 кгс/см 2 . Фундаменты для штамповочных молотов выполняются в виде общего блока для молотов и шабота.
Для увеличения упругости при установке ковочных молотов под фундаментную плиту и основание шабота подкладываются дубовые брусья. К фундаменту молот крепится анкерными болтами, проходящими по всей глубине фундамента. Для арочных и мостовых молотов фундаменты изготовляются из трех частей: под две стойки и под шабот, бетонирование фундамента под 16-тонный молот производится в две стадии: 1-я стадия — бетонирование до рабочего шва на отметке — 6 м и 2-я стадия — бетонирование над рабочим швом и бетонирование надшаботной части фундамента. При этом должны соблюдаться следующие основные требования: перед установкой опалубки необходимо тщательно выверить и закрепить днище и обрамление блока фундамента в проектном положении; при бетонировании и монтаже сеток верха подшаботной части блока должна быть соблюдена непрерывность; укладка бетонной смеси должна производиться горизонтальными слоями по 150-500 мм без перерывов в бетонировании с тщательным уплотнением.
Источник
Устройство оснований и фундаментов для установки станочного оборудования
Еще одна публикация из учебника А.М. Гаврилина, В.И. Сотникова, А.Г. Схиртладзе и Г.А. Харламова «Металлорежущие станки» с полезной информацией о станках с ЧПУ. Сегодня разберем особенности в устройстве оснований и фундаментов для установки станочного оборудования.
Устройство оснований и фундаментов для установки станочного оборудования
Для защиты от внешних вибраций станки следует устанавливать на фундаменты или на специальные виброизоляторы.
Документы, высылаемые заводом-изготовителем вместе со станком, в большинстве случаев содержат указания по устройству фундаментов и их виброизоляции. Виброизоляция станков может быть также обеспечена установкой их на виброопоры или на резиновые прокладки без устройства фундамента.
При выборе типа основания для любого станка должны быть учтены следующие основные факторы: класс точности станка, жесткость конструкции, масса станка, характер нагрузок при работе.
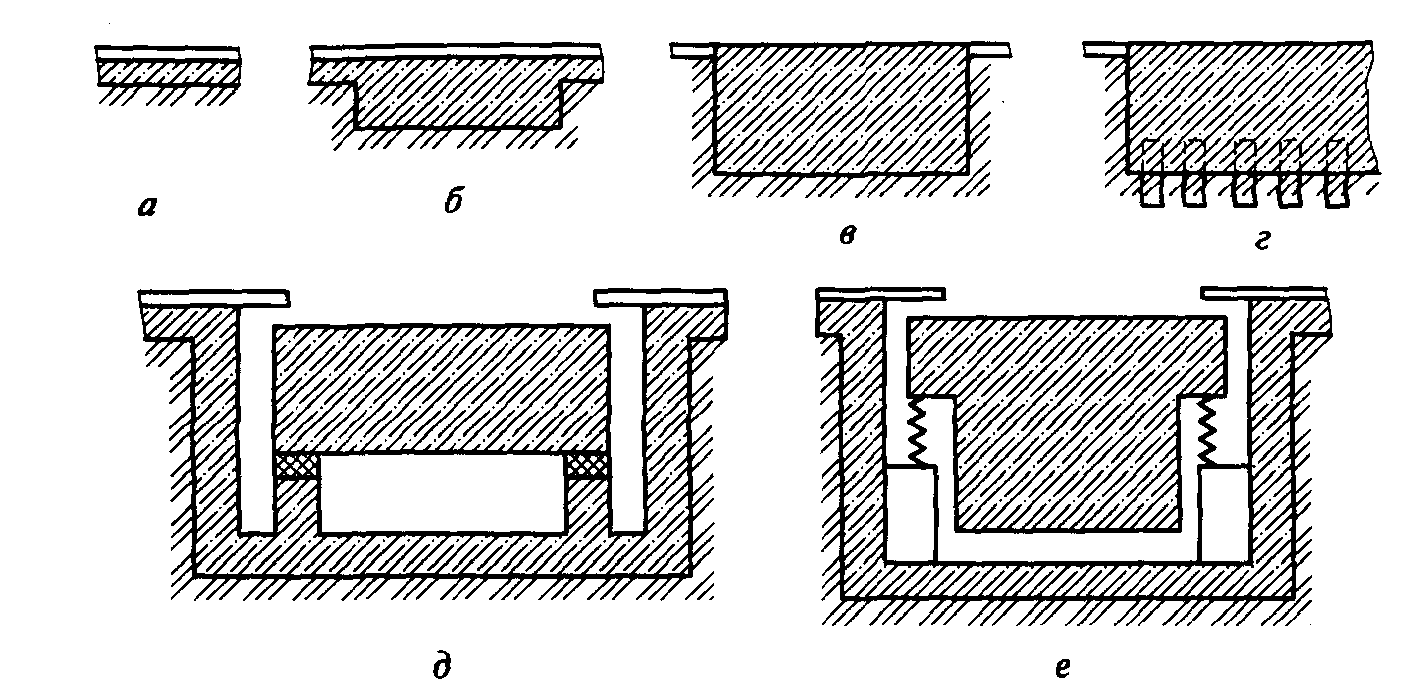
Станки класса точности С устанавливаются на массивные бетонные фундаменты, вывешенные на пружинах с демпферами или резиновых ковриках (рис 17.1 д, е) и боковой виброизоляцией (пробковая крошка, шлак, шлаковата, отходы кожевенно-обувной промышленности) .
Станки класса точности А устанавливают на бетонных фундаментах с боковой виброизоляцией из тех же материалов, которые используются для фундаментов станков класса точности С.
Рис. 17.1. Фундаменты под металлорежущие станки:
а — общая плита цеха; б — ленточный; в — обычного типа; г — свайный; д — на резиновых ковриках; е — на пружинах
Станки класса точности В, имеющие нежесткие станины, а также крупные и тяжелые станки независимо от жесткости станин устанавливаются на бетонные фундаменты с боковой виброизоляцией, аналогично станкам класса точности А.
Станки класса точности П, имеющие нежесткие станины, и крупные и тяжелые станки независимо от жесткости станин устанавливаются на бетонные фундаменты без боковой виброизоляции. На такие же фундаменты устанавливают крупные и тяжелые станки класса точности Н (рис. 17.1, в, г).
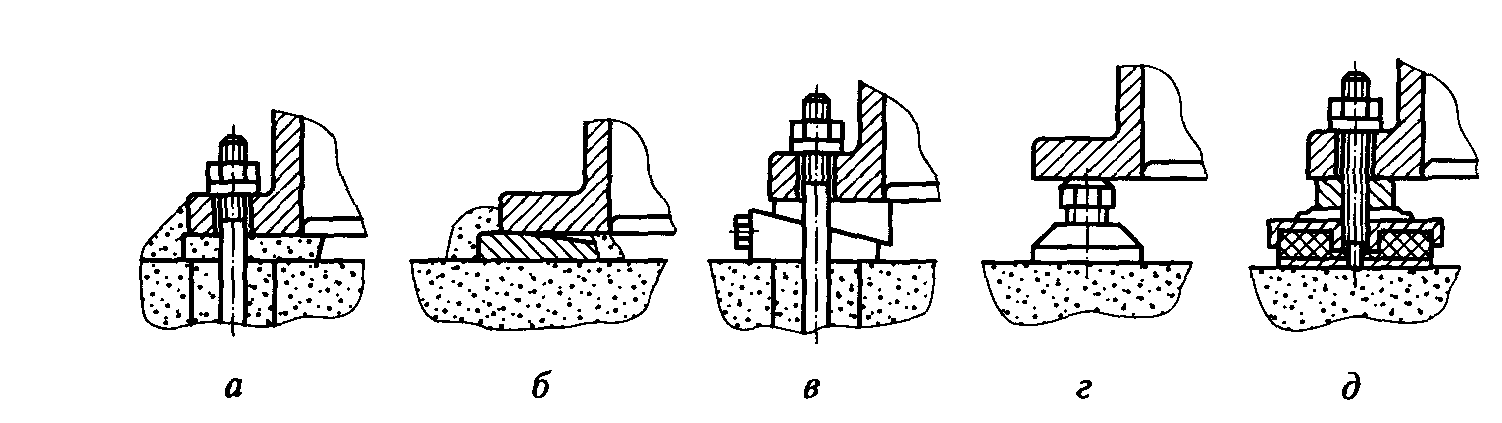
Станки классов точности В, П и Н легкой и средней массы, не имеющие резко реверсирующих узлов, устанавливают на виброопоры (рис. 17.2, д). Такие же станки с быстро реверсирующими узлами устанавливают на жесткие (клиновые) опоры (рис. 17.2, в, рис. 17.3)
Рис. 17.2. Способы установки станка на фундамент:
а — с подливкой опорной поверхности станины цементным раствором и креплением фундаментными болтами; б — с подливкой без крепления болтами; в, г — на регулируемых жестких опорах; д — на упругих опораx
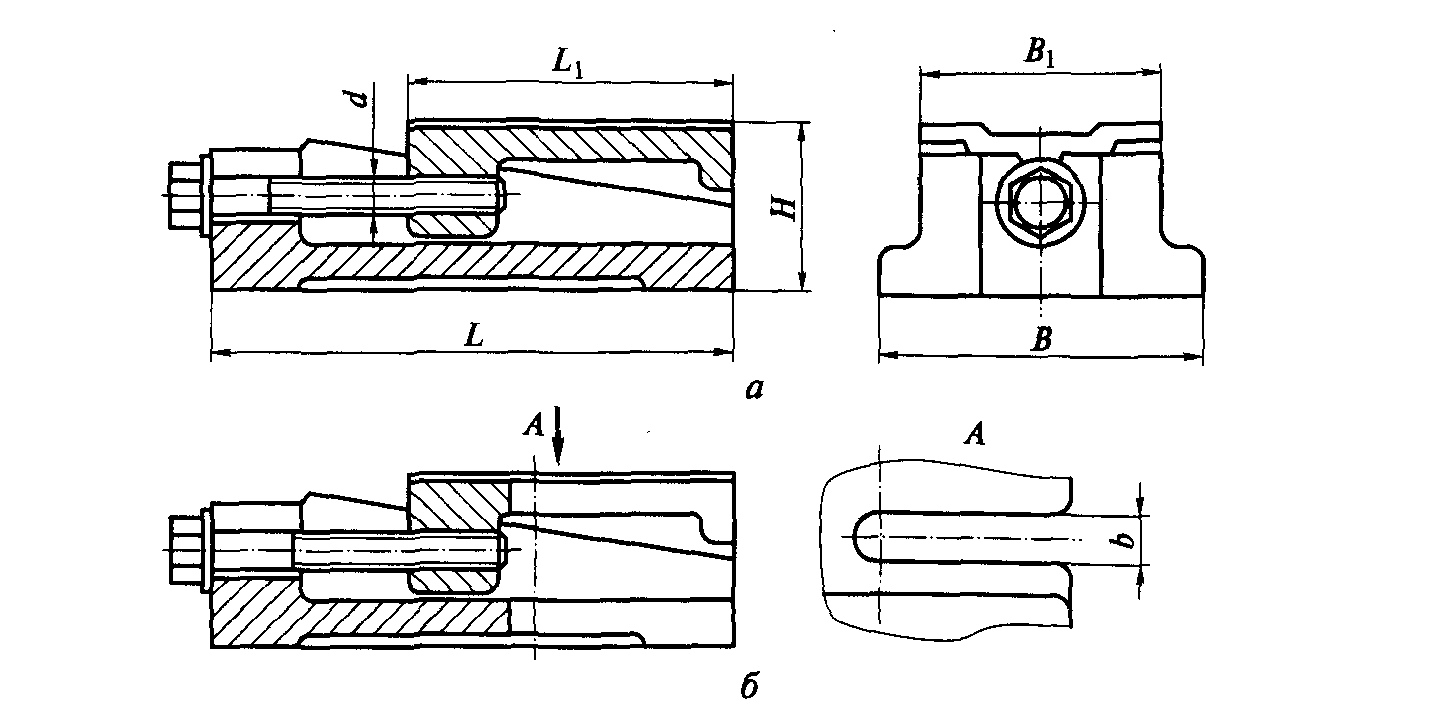
Рис. 17.3. Опорные башмаки:
а — для установки станка без закрепления фундаментными болтами; б — для установки станка с закреплением фундаментными болтами
При устройстве фундамента из бетона станок можно монтировать через семь дней после укладки бетона, а пуск станка разрешается на 22-й день.
От разрушения маслами фундамент железнят цементным раствором с жидким стеклом.
Фундамент должен обеспечить:
распределение на грунт сосредоточенной силы веса станка;
увеличение жесткости станины станка;
необходимую устойчивость станка при работе за счет понижения центра тяжести;
увеличение суммарной массы станка и фундамента, что приводит к уменьшению амплитуды вибраций;
защиту станка от вибраций рядом стоящего оборудования. Фундаменты должны быть компактными, сравнительно небольших размеров и простой формы в очертаниях, удобными для размещения и закрепления станка.
Нужно стремиться к тому, чтобы общий центр тяжести станка и фундамента находились на одной вертикали и располагались в центре площади основания фундамента. Допустимое смещение центров тяжести не должно превышать 3. 5 % от ширины фундамента в зависимости от типа грунта.
Высота фундамента делается как можно меньше, но ширину желательно увеличить (уменьшается опрокидывающий момент). Обязательны боковые зазоры. Подошву всего фундамента желательно расположить на одной глубине. Для влажных грунтов делается подготовка из щебня, крупного гравия.
Площадь подошвы фундамента:
где Q — нагрузка на грунт (вес станка, фундамента, детали); R — допустимое давление на грунт.
Допустимое давление на грунт определяют по формуле
где α — коэффициент, учитывающий характер динамических нагрузок, возникающих при работе технологического оборудования (формовочные машины — α = 0,3 . 0,5 ; молоты — α = 0,4; металлорежущие станки — α = 0,8. 1,0); RH — нормативное удельное давление для грунта (супеси — R н = 2. 3 кг/см 2 , суглинки — RH = 1. 3 кг/см 2 , глина — RH = 1 . 6 кг/см 2 , песок — RН = 1,5. 3,5 кг/см 2 ).
Вес фундамента Q Ф определяют исходя из веса станка:
где КФ — коэффициент, учитывающий вид нагрузки технологического оборудования (при статической нагрузке — К Ф = 0,6. 1,5, при значительной динамической нагрузке — К Ф = 2. 3); QСТ — вес станка.
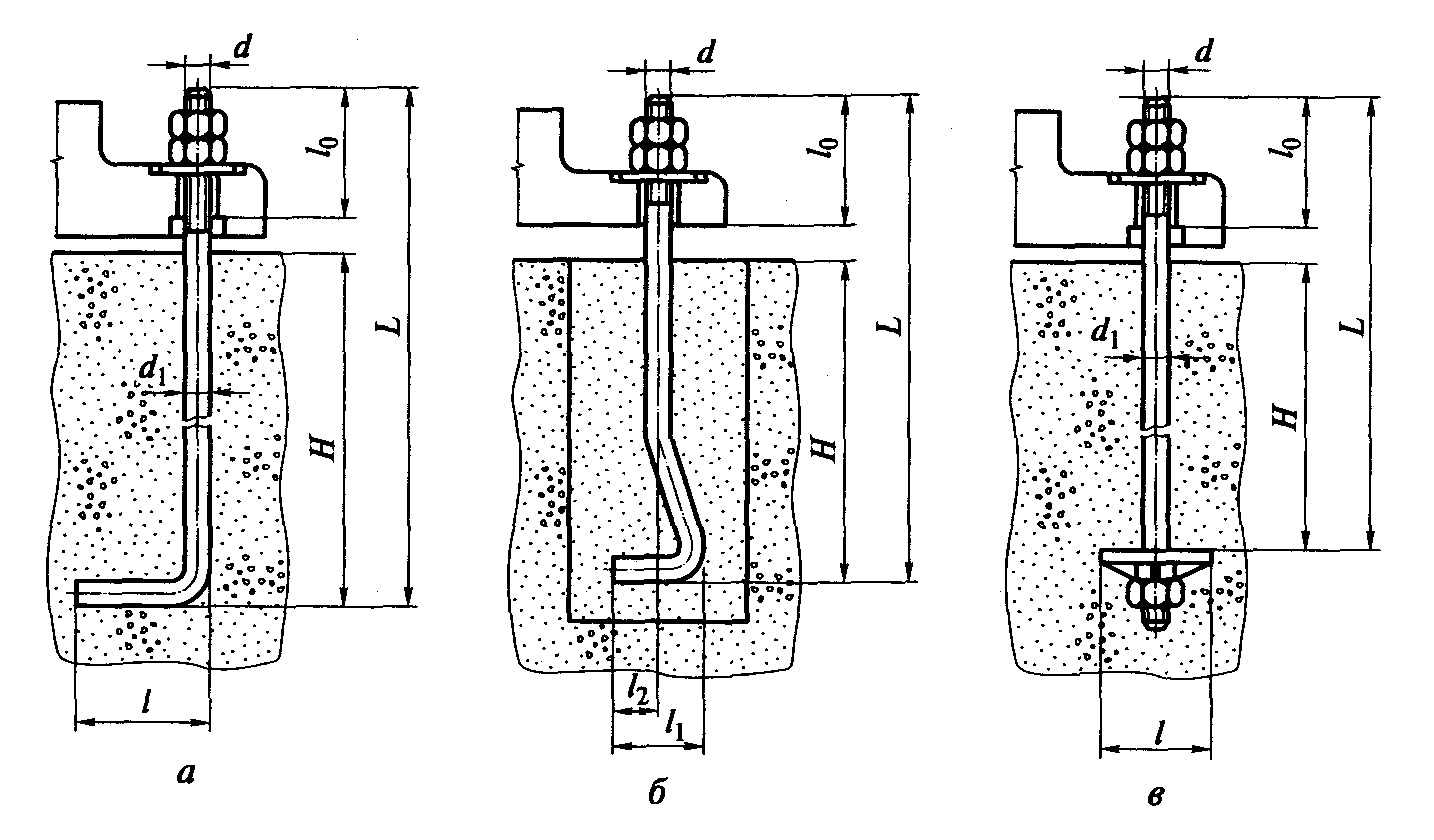
Высота фундамента берется из расчета веса фундамента и площади его основания или с учетом длины заделки фундаментных болтов (рис. 17.4).
Рис. 17.4. Фундаментные болты:
а, б— изогнутые; в — с анкерной плитой
Материалы для фундаментов: бетон, железобетон (реже бутобетон и кирпич) из портландцемента марок 200. 500 (схватывание бетона от 45 мин до 12 ч).
Для ремонта фундаментов используют портландцемент марок 500 и 600. Марка бетона соответствует пределу прочности при сжатии бетонных кубиков 200 x 200 x 200 мм на 28-й день сушки, при температуре 18. 22°С и относительной влажности воздуха 90. 100%.
Ориентировочно глубина фундамента h принимается в зависимости от длины фундамента L: